TIG ROD INSTRUCTIONS
**NOTE – THIS IS A TWO STEP PROCESS
WELDING MACHINE SETTINGS – SAME FOR ALL MATERIALS
- recommended temperature settings for thickness 1/8 to 1/4 140 to 170 amps ( adjust as necessary)
- recommended temperature settings for thickness 1/4 and up 180 to 200 amps ( adjust as necessary)
- DCSP / DCEN argon 18-22 cfh
- gas lens and #6 diffuser cup (see photo below)

TORCH SETUP
Use filter gas lens 3/32 and #6 diffuser cup and 3/32 tungsten

METHOD FOR ALUMA-STEEL #1 (FOR STEEL AND STAINLESS STEEL ONLY) – STEP 1
Tig: standard technique – no pulse
Step 1: weld 1st pass on steel only using aluma-steel #1
Completed 1st pass

METHOD FOR ALUMA-STEEL #2 (FOR ALUMINUM ONLY) – STEP 2
Tig – manual pulse technique (For Example see Adjusting Temperature Page)
Example: press foot control to starting temp, about 25-35 amps. Deposit 1 full droplet (liberally). Move rod back a little but keep it in the coverage zone to prevent oxidation on rod. Rapidly press foot control all the way down to max amperage, 140-180 amps. Rapidly depress the foot control back to starting amps. A complete pulse cycle should be done quickly- about 4-6 seconds, less if possible. That’s it ! Now continue. It’s that simple!

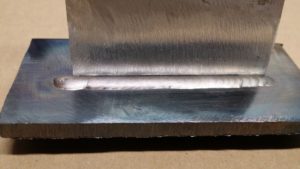
Partially completed 2nd pass.
Direct torch angle towards aluminum and deposit weld puddle overlapping 1st pass midway and partially onto aluminum (see photo above)

Fully completed 2nd pass (see photo above)